相关资讯
联系我们

全国客服热线:
15106358106
15553681371
山东鹏鑫钢铁有限公司
手机:15106358106(微信同号) 李经理
手机:15553681371(微信同号) 王经理
地址:山东聊城经济开发区蒋官屯工业园区
对42CrMo厚壁钢管淬火断裂要采取的措施
对42CrMo厚壁钢管淬火断裂要采取的措施
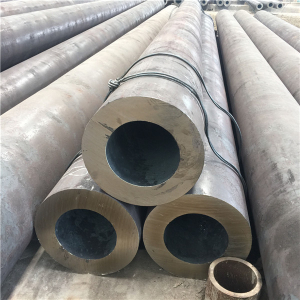
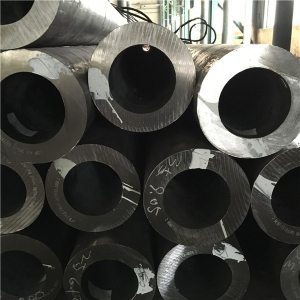
从42CrMo厚壁钢管产品的表面看,裂纹均为环形裂纹,裂纹长度基本相同,深度为4-10mm,产生的部位大致相同,而且每一件上存在多条环形裂纹。经过淬火后,部分裂纹扩展深度较大,直接导致42CrMo厚壁钢管产品断裂开。
龙川小编分析从组织上看,该组织虽然比较粗大,但还不属于过热组织;从42CrMo厚壁钢管产品的化学成分上看,铬元素含量较高,处于标准上限,加之原始材质晶粒粗大,这些都导致淬火过程中,形成粗大的马氏体的体积急剧膨胀,致使表面开裂。
对于以上问题,需要采用降低42CrMo厚壁钢管的淬火强度、温度梯度的方法加以解决。为此需要采取的措施为:
1、在淬火液中加入软化剂,降低淬火烈度。
2、把支撑辊中间加热时间缩短控制在80s左右时间,上下单边加热时间保持在3-4s的时间。加大上下循环次数,上下循环次8次,循环时支撑辊转动的速度在800转,通过少量多频率的方式,使毛坯辊加热温度均匀。
3、加大喷水压力,喷水时间控制在90s以上,彻底改变以前边加热边喷水现象,造成上下循环次数少,冷却时温度不均匀的情况。
4、改进高频线圈的高度,使受热面积变大,防止42CrMo厚壁钢管生产温度梯度过陡。使热处理方式趋于表面全截面处理性质。
更多钢管知识查询http://www.jshjggc.com/