相关资讯
联系我们

全国客服热线:
15106358106
15553681371
山东鹏鑫钢铁有限公司
手机:15106358106(微信同号) 李经理
手机:15553681371(微信同号) 王经理
地址:山东聊城经济开发区蒋官屯工业园区
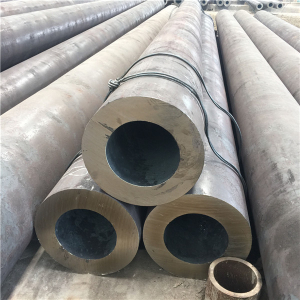
42CrMo钢管焊前预热及热处理
文章出处:http://www.jshjggc.com 发表时间:2018/4/4 13:34:01
点击:60
42CrMo钢管焊前预热
焊前预热可以减慢焊缝及热影响区的冷却速度,有利于避免产生淬火组织,有助于焊接区氢的逸出,防止产生焊接裂纹。需采用的最低预热温度与被焊钢材的碳以及合金的含量、焊后的热处理条件有关。所以将预热温度定为350℃,升温速度85℃/h,保温2h。预热区域以焊缝为中心,两侧至少为100mm。2。5焊后热处理如果焊后不进行热处理极易产生冷裂纹。
42CrMo钢管的热处理规范
正火 860±10℃正火,出炉空冷。
1)调质 840±10℃淬水或油(视产品型状复杂程度),680-700度回火。 HB<217
2)调质 840±10℃淬油,再470度回火处理。 HRC41-45
3)调质 840±10℃淬油,再480度回火处理。 HRC35-45
4)调质 850℃淬油,再510度回火处理。 HRC38-42
5)调质 850℃淬油,再500度回火处理。 HRC40-43
6)调质 850℃淬油,再510℃回火处理。 HRC36-42
7)调质 850℃淬油,再560℃回火处理。 HRC32-36
8)调质 860℃淬油,再390度回火处理。 HRC48-52
上一篇:
42CrMo钢管企业寻求新动力
下一篇:
如何看待42CrMo合金管价格体系?